PCBA Potting Process Guide: Equipment Cleaning, Vacuum Capability, and Multi-Stage Pouring
SUNTOP Electronics
PCB Assembly Team
PCBA potting looks simple from the outside: put an assembled board into a fixture, dispense resin, wait for it to cure, and ship the product. In real production, the process is much more sensitive than that. The cost and lead time are often driven not only by the resin itself, but by equipment cleaning, resin changeover, vacuum capability, production cleanliness, dispensing tuning, and whether the product needs one pour or multiple pours.
This is why potting requirements should be discussed before production starts. Two products may both say "potting required," but one may use silicone, another epoxy, another polyurethane, and each material may require different mixing ratios, nozzle settings, cleaning steps, curing time, and inspection expectations.
For customers, the important point is this: PCBA potting is not just an optional protective step. It is a controlled process that needs engineering communication. If the potting requirement is unclear, the supplier may underestimate setup time, resin waste, fixture needs, bubble risk, or the cost of changing from one glue type to another.
1. Potting Is Different From Conformal Coating
Potting, also called encapsulation in some projects, fills a product cavity, enclosure area, or selected board area with a resin system. The cured resin may protect the assembly from moisture, vibration, dust, chemicals, mechanical stress, and electrical leakage paths.
Conformal coating is different. It is usually a much thinner protective film over the board surface. Potting uses much more material, creates more mechanical and thermal effects, and is much harder to remove if the product later needs rework.
Industry documents such as IPC-HDBK-830A help explain conformal coating selection and application. For high-reliability work, NASA-STD-8739.1 is also useful because it covers polymeric applications for electronic assemblies, including encapsulation. In commercial PCBA production, the resin type, fill height, masking, cure, and test sequence still need project-specific discussion.
2. Resin Type Drives Setup and Changeover Cost
There are many types of potting compounds. Common material families include epoxy, polyurethane, and silicone. Within each family, there are many formulas with different viscosity, hardness, color, thermal conductivity, flame rating, cure behavior, dielectric performance, and environmental resistance.
This variety is useful for product design, but it creates real production work. Different products may require different resins. When the potting machine changes from one resin type to another, the equipment cannot simply continue running as if nothing changed.
Before changing resin, the dispensing system may need cleaning or purging. Depending on the machine and material, this can involve cleaning or replacing the mixing tube, flushing resin paths, cleaning valves and nozzles, removing partially cured material, checking material compatibility, and dispensing trial shots until the output is stable.

Changing from one potting resin to another may require cleaning cartridges, hoses, valves, mixers, nozzles, and trial dispense output before production can restart.
This cleaning process costs money because it uses operator time, equipment time, cleaning materials, and sometimes wasted resin. It can also reduce line flexibility. If several small orders each use different resin systems, the changeover effort can become a larger part of the total cost than customers expect.
3. Potting Machine Capability Matters, Especially Vacuum Capability
Not all potting machines are the same. A simple dispenser may work for low-risk filling, but some projects need controlled two-component metering, dynamic mixing, temperature control, pressure control, vacuum degassing, or vacuum potting.
Vacuum capability is especially important when bubbles are a reliability concern. Air can enter through mixing, dispensing, component gaps, enclosure geometry, or resin flow around tall parts. If bubbles remain trapped, they may create voids, weak protection areas, cosmetic issues, insulation concerns, or thermal-transfer problems.
If a customer requires no visible bubbles or a very low void level, that must be stated early. It may change the machine, fixture, process time, inspection method, and cost.
4. Production Environment Cleanliness Affects Potting Quality
Potting resin can capture whatever is present on the board or in the cavity. Dust, fiber, metal particles, fingerprints, flux residues, moisture, and loose debris may become sealed inside the product after curing.
This is why production environment cleanliness matters. Before potting, the assembly may need cleaning, drying, and controlled handling. The work area should reduce airborne contamination, and operators should protect critical surfaces from dust or accidental contact.
Cleanliness is not only visual. It can affect adhesion, insulation, long-term reliability, and appearance. If contamination prevents resin from bonding properly, the product may later show delamination, cracks, moisture paths, or cosmetic defects.
5. Dispensing Usually Needs Process Tuning
Even when the resin and machine are selected, the first production result may not be ideal. Potting often needs trial adjustment before the flow, coverage, and appearance become stable.
Typical tuning points include dispensing speed, nozzle height, needle size, shot volume, dispensing path, start and stop position, waiting time, fixture angle, fill height, masking position, and cure condition.
Small changes can make a big difference. A fast dispense may trap air. A slow dispense may increase cycle time. A nozzle placed too high may splash or string. A nozzle placed too low may collide with components or disturb resin flow.
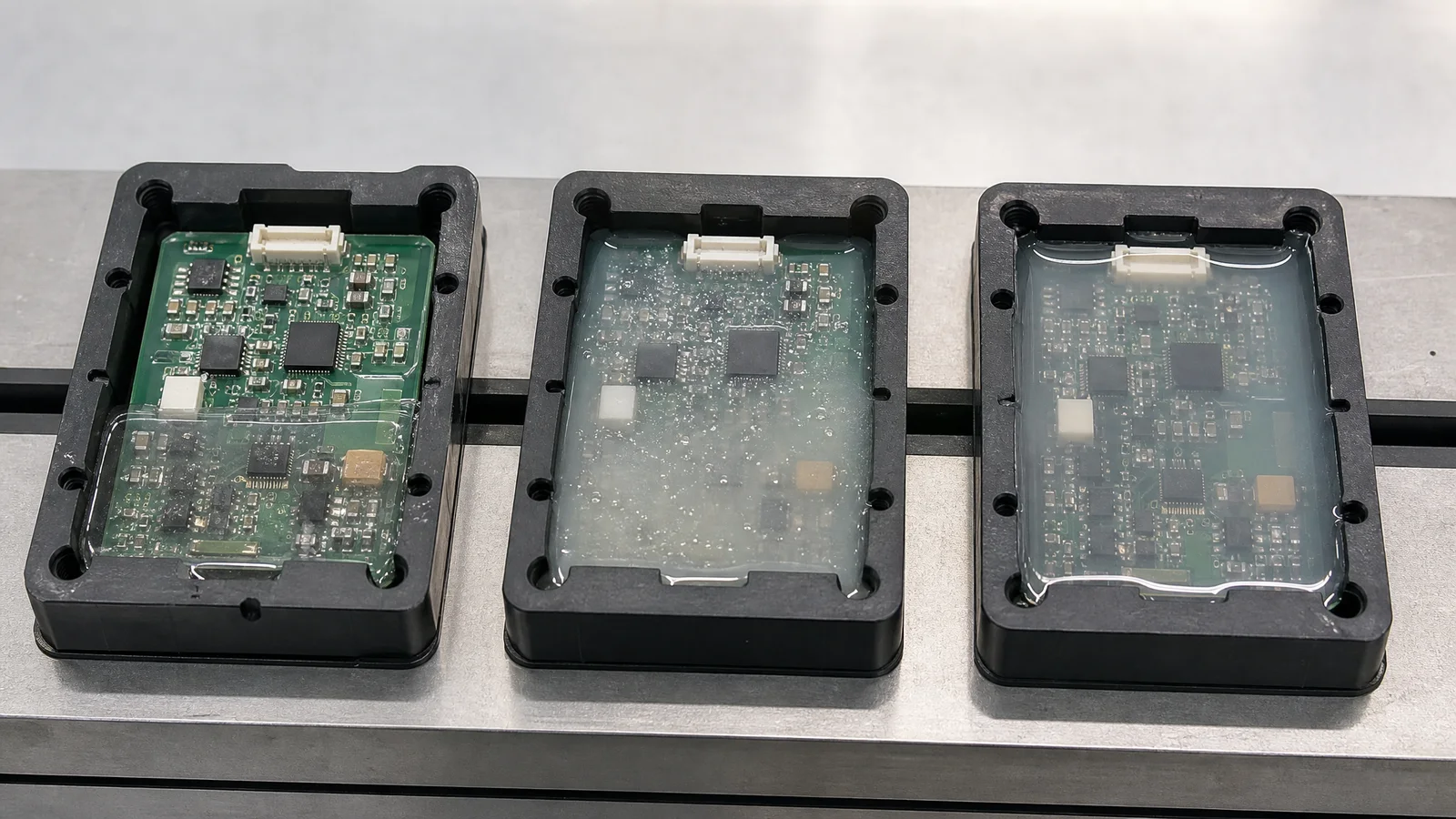
6. Some Products Need Multiple Potting Steps
For some products, one full pour is not the best method. If the cavity is deep, the resin is viscous, the board has tall components, or bubble escape is difficult, a single large pour may trap air under parts or inside corners.
In those cases, the process may need two or three staged pours. A typical three-step process fills the lower area first, waits for leveling or partial cure so air can escape, adds the second layer, waits again, and then performs the final pour to reach the target height.
Multi-stage potting may reduce trapped bubbles, but it increases handling, waiting time, WIP space, inspection points, and total cost.
This type of process can improve quality, but it raises cost significantly. Each pour adds operator time, machine time, waiting time, inspection time, fixture occupancy, and work-in-process control. If the curing interval is long, the product may also occupy production space for many hours before the next step can begin.
7. What Customers Should Confirm Before Requesting PCBA Potting
To quote and plan the job correctly, the supplier needs more than a note saying "potting required." Useful information includes:
- application environment: moisture, dust, vibration, chemicals, and temperature range
- specified resin or acceptable equivalent material
- color, transparency, hardness, flexibility, thermal conductivity, or flame rating
- fill area, fill height, and keepout zones where resin must not enter
- connector, button, LED, sensor, test point, label, and screw hole masking needs
- whether bubbles are allowed and what level is acceptable
- whether vacuum degassing or vacuum potting is required
- whether one pour is acceptable or staged pouring is expected
- electrical or functional test requirements before and after potting
- sample photo or physical sample approval before batch production
For projects that include assembly, testing, packaging, and shipment, potting should be discussed together with the full PCB assembly service plan and quality testing expectations. If the product also needs engineering review before release, our PCB assembly order process explains how we raise and close technical questions before production.
8. How We Communicate Potting Requirements Before Production
For PCBA potting projects, our goal is to make the process visible before production starts. We confirm which resin will be used, whether the current machine setup can support it, whether cleaning or resin changeover is required, which areas need masking, whether vacuum capability is needed, whether sample potting should be approved, whether the process is single-pour or multi-stage, and how testing and photos should be arranged.
If a potting issue may affect quality, cost, or lead time, we raise it as an engineering question. For urgent topics, such as resin replacement, bubble risk, fixture problems, or schedule impact caused by cure time, we can use faster communication channels instead of waiting through a slow email cycle.
Conclusion
PCBA potting is a protective process, but it is also a manufacturing process with real setup, cleaning, environment, dispensing, curing, and inspection constraints. The most important cost drivers are often not visible in the final product: changing from one resin to another, cleaning the potting equipment, confirming vacuum capability, controlling dust and contamination, tuning the dispensing process, and sometimes using two or three staged pours to reduce bubble risk. If your product needs potting, send the board files, enclosure information, resin preference, fill area, keepout zones, bubble expectations, and test requirements through the contact page. Our team can help identify the process questions that should be closed before manufacturing starts.
FAQ About PCBA Potting
Why does changing potting resin increase cost?
Different resins may not be compatible with the same dispensing setup. Before switching materials, the machine may need cleaning, purging, mixer or nozzle replacement, and trial dispensing. This uses labor, machine time, consumables, and sometimes wasted resin.
Does every potting project need vacuum equipment?
No. Some products can be potted with normal dispensing and good process control. Vacuum capability becomes more important when bubbles, deep cavities, high-viscosity resin, dense components, or reliability requirements make trapped air unacceptable.
Why would a product need three pours?
Staged pours allow air to escape gradually and reduce trapped bubbles. The tradeoff is more waiting, curing, inspection, and work-in-process time.