PCBA-Potting-Prozess: Anlagenreinigung, Vakuumfaehigkeit und mehrstufiges Vergiessen
SUNTOP Electronics
PCB-Assembly-Team
PCBA-Potting wirkt von aussen einfach: Baugruppe einlegen, Harz dosieren, haerten lassen und liefern. In der Fertigung bestimmen jedoch Reinigung, Materialwechsel, Vakuumfaehigkeit, Sauberkeit, Dosierabstimmung und die Anzahl der Vergussschritte oft Kosten und Lieferzeit.
Verschiedene Produkte nutzen Silikon, Epoxid, Polyurethan oder andere Vergussmassen. Jedes Material hat andere Mischverhaeltnisse, Viskositaet, Haertebedingungen, Entgasungsanforderungen und Reinigungsregeln. Deshalb muss Potting vor Produktionsstart technisch abgestimmt werden.
1. Potting ist nicht dasselbe wie Conformal Coating
Potting fuellt einen Gehaeusebereich, eine Kavitaet oder einen definierten PCBA-Bereich mit Harz. Conformal Coating ist dagegen meist ein duennner Oberflaechenfilm. Potting nutzt mehr Material, beeinflusst Mechanik und Waerme staerker und ist spaeter schwerer zu entfernen.
IPC-HDBK-830A hilft bei der Einordnung von Conformal Coating. Fuer hochzuverlaessige Elektronik ist auch NASA-STD-8739.1 relevant, da der Standard polymere Anwendungen einschliesslich Encapsulation behandelt.
2. Reinigung vor dem Harzwechsel ist ein wichtiger Kostentreiber
Ein grosser versteckter Aufwand entsteht, wenn eine Vergussanlage von einem Harz auf ein anderes wechselt. Die Anlage kann nicht einfach weiterlaufen, weil alte und neue Materialien unterschiedliche Chemie, Viskositaet und Haerteverhalten haben koennen.
Vor dem Wechsel muessen Mischrohr, Leitungen, Ventile und Nadeln gereinigt oder ersetzt werden. Teilweise ausgehaertetes Material wird entfernt, die Kompatibilitaet wird geprueft, und Probeschuesse bestaetigen Mischverhaeltnis, Durchfluss und Dosiermenge.

Beim Wechsel auf ein anderes Vergussharz koennen Kartuschen, Schlaeuche, Ventile, Mischer und Nadeln gereinigt und Probeschuesse benoetigt werden.
Diese Reinigung kostet Bedienerzeit, Maschinenzeit, Reinigungsmittel und oft auch Harzabfall. Bei vielen kleinen Auftraegen mit unterschiedlichen Harzen kann der Wechselaufwand einen grossen Teil der Gesamtkosten ausmachen.
3. Die Faehigkeit der Vergussmaschine ist entscheidend, besonders Vakuum
Vergussmaschinen unterscheiden sich stark. Manche dosieren einfach, andere unterstuetzen Zweikomponenten-Dosierung, dynamisches Mischen, Temperaturregelung, Druckregelung, Vakuumentgasung oder Vakuumverguss.
Vakuum ist wichtig, wenn Luftblasen nicht akzeptabel sind. Luft kann durch Mischen, Dosieren, Bauteilspalten, Gehaeusegeometrie oder den Harzfluss eingeschlossen werden.
4. Saubere Produktionsbedingungen beeinflussen die Qualitaet
Harz schliesst Staub, Fasern, Metallpartikel, Fingerabdruecke, Flussmittelreste, Feuchtigkeit und lose Partikel im Produkt ein. Deshalb sind Reinigung, Trocknung, kontrollierte Handhabung und ein sauberer Arbeitsplatz wichtig.
Sauberkeit betrifft nicht nur die Optik, sondern auch Haftung, Isolation, Langzeitzuverlaessigkeit und Feuchteschutz.
5. Die Dosierung muss oft eingestellt werden
Auch mit festgelegtem Harz und Maschine ist das erste Ergebnis nicht immer ideal. Geschwindigkeit, Nadelhoehe, Nadelgroesse, Dosiermenge, Pfad, Start- und Stopppunkt, Wartezeit, Vorrichtungswinkel, Fuellhoehe, Maskierung und Haertebedingungen muessen oft angepasst werden.
Zu schnelles Dosieren kann Luft einschliessen, zu langsames Dosieren erhoeht die Taktzeit, und eine falsche Nadelposition kann Spritzer, Fadenziehen oder Bauteilkontakt verursachen.
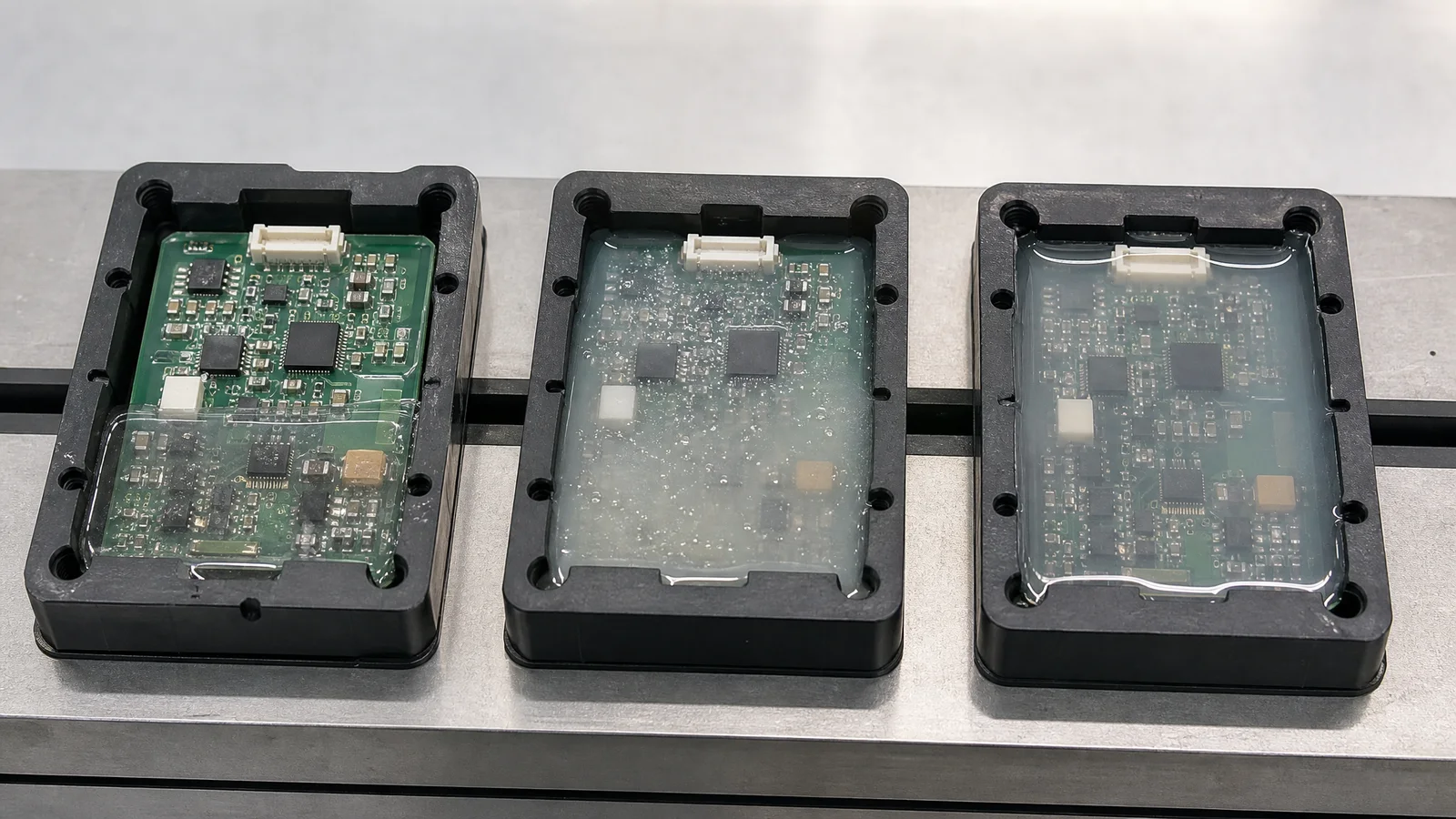
6. Manche Produkte benoetigen zwei oder drei Vergussschritte
Bei tiefen Kavitaeten, zaehem Harz, hohen Bauteilen oder schwieriger Blasenentlueftung kann ein einzelner Vollverguss Luft einschliessen.
Dann wird zuerst teilweise vergossen, gewartet oder angehaertet, damit Luft entweichen kann. Danach folgen zweite und gegebenenfalls dritte Vergussschritte bis zur Zielhoehe.
Mehrstufiges Vergiessen kann Luftblasen reduzieren, erhoeht aber Wartezeit, Haertezeit, Pruefpunkte, WIP-Bestand und Kosten.
Diese Methode kann die Qualitaet stabilisieren, erhoeht aber deutlich die Kosten, weil jeder Schritt Bedienung, Maschinenzeit, Wartezeit, Pruefung, Vorrichtungsbelegung und WIP-Kontrolle hinzufuegt.
7. Was Kunden vor einer Potting-Anfrage klaeren sollten
Fuer ein realistisches Angebot sollten folgende Punkte vorliegen:
- Einsatzumgebung: Feuchte, Staub, Vibration, Chemikalien und Temperaturbereich
- freigegebenes Harz oder akzeptable Alternativen
- Farbe, Transparenz, Haerte, Flexibilitaet, Waermeleitfaehigkeit oder Flammschutz
- Vergussbereich, Fuellhoehe und Sperrzonen
- Maskierung von Steckern, Tasten, LEDs, Sensoren, Testpunkten, Labels und Schraubloechern
- zulaessige Blasen und Akzeptanzkriterien
- Bedarf an Vakuumentgasung oder Vakuumverguss
- Einzelverguss oder mehrstufiger Prozess
- elektrische oder funktionale Tests vor und nach dem Verguss
- Foto- oder Musterfreigabe vor der Serie
Wenn Montage, Test, Verpackung und Versand dazukommen, sollte Potting mit PCB Assembly, Quality Testing und unserem PCB-Assembly-Auftragsprozess gemeinsam abgestimmt werden.
8. Wie wir Potting-Anforderungen vor der Produktion klaeren
Vor Produktionsstart klaeren wir Harztyp, Maschinenfaehigkeit, Reinigungs- oder Materialwechselaufwand, Maskierung, Vakuumbedarf, Musterfreigabe, Einzel- oder Mehrstufenprozess, Fotos und Tests.
Wenn Potting Qualitaet, Kosten oder Lieferzeit beeinflusst, behandeln wir es als Engineering-Frage und klaeren dringende Punkte schnell.
Fazit
PCBA-Potting ist Schutzprozess und Fertigungsprozess zugleich. Die wichtigsten Kostentreiber sind oft im Endprodukt unsichtbar: Harzwechsel, Anlagenreinigung, Vakuum, saubere Bedingungen, Dosierabstimmung und stufenweise Haertung. Senden Sie Ihre Anforderungen ueber die Kontaktseite, damit wir die offenen Prozessfragen vor der Fertigung klaeren koennen.
FAQ zu PCBA-Potting
Warum erhoeht ein Harzwechsel die Kosten?
Weil Anlage, Mischer, Ventile und Nadeln gereinigt oder ersetzt werden muessen und Probeschuesse noetig sind.
Braucht jedes Projekt Vakuum?
Nein. Einfache Produkte koennen normal vergossen werden. Vakuum wird wichtiger bei tiefen Kavitaeten, hoher Viskositaet, dichter Bestueckung oder strengen Blasenkriterien.
Warum sind manchmal drei Vergussschritte noetig?
Mehrere Schichten geben Luft Zeit zu entweichen, erhoehen aber Wartezeit, Haertung, Pruefung und WIP-Aufwand.