Guide till PCBA-potting: utrustningsrengoring, vakuum och stegvis ingjutning
SUNTOP Electronics
PCB-monteringsteam
PCBA-potting ser enkel ut: placera kortet, dosera harts, låt det härda och skicka. I verklig produktion påverkas kostnad och ledtid också av rengöring av utrustning, byte av harts, vakuumkapacitet, ren produktionsmiljö, processjustering och antal ingjutningssteg.
Olika produkter kan använda silikon, epoxi, polyuretan eller andra material. Varje material har egen blandning, viskositet, härdning, avgasning och rengöring. Därför måste kraven diskuteras före produktion.
1. Potting är inte samma sak som conformal coating
Potting fyller en kapsling, kavitet eller vald PCBA-yta med harts. Conformal coating är oftast en tunn skyddsfilm på ytan. Potting använder mer material, påverkar mekanik och värme mer och är svårare att ta bort vid omarbete.
IPC-HDBK-830A är användbar för coating. NASA-STD-8739.1 är också relevant eftersom den behandlar polymera applikationer för elektronik, inklusive inkapsling.
2. Rengöring före hartsbyte driver kostnad
En dold kostnad är att byta från ett harts till ett annat. Eftersom limtyperna är många och olika produkter använder olika material kan maskinen inte bara fortsätta.
Före bytet kan mixer, slangar, ventiler och nålar behöva rengöras eller bytas, hartsvägar spolas, halv härdat material tas bort, kompatibilitet kontrolleras och provdosering göras tills flödet är stabilt.

Byte till annat pottingharts kan kräva rengöring av patroner, slangar, ventiler, mixers och nålar samt provdosering.
Detta använder operatörstid, maskintid, förbrukningsmaterial och ibland spillharts. Vid små serier med många materialbyten kan rengöringen bli en stor del av kostnaden.
3. Maskinkapacitet är viktig, särskilt vakuum
Pottingmaskiner skiljer sig mycket. Vissa doserar enkelt, medan andra stöder tvåkomponentsdosering, dynamisk blandning, temperatur, tryck, vakuumavgasning eller vakuumfyllning.
Vakuum är viktigt när bubblor inte är acceptabla. Luft kan komma från blandning, dosering, komponentmellanrum, kapslingsgeometri eller hartsflöde och skapa håligheter, svagare skydd, estetiska problem, isolationsrisker eller termiska problem.
4. Ren produktion påverkar kvaliteten
Harts kan kapsla in damm, fibrer, metallpartiklar, fingeravtryck, flussrester, fukt och lösa partiklar i produkten. Rengöring, torkning, kontrollerad hantering och ren arbetsplats är därför viktiga.
Renhet påverkar inte bara utseende utan även vidhäftning, isolation, långsiktig tillförlitlighet och fuktskydd.
5. Doseringen behöver trimmas
Även med vald harts och maskin blir första resultatet inte alltid idealiskt. Hastighet, nålhöjd, nålstorlek, volym, bana, start- och stoppunkt, väntetid, fixturvinkel, fyllhöjd, maskering och härdning kan behöva justeras.
För snabb dosering kan fånga luft, för långsam ökar cykeltiden och fel nålposition kan stänka, tråda eller träffa komponenter.
6. Vissa produkter behöver två eller tre steg
Djupa kavieter, viskös harts, höga komponenter eller svår bubbelutgång kan göra en enda full fyllning riskabel.
Processen kan då fylla en lägre nivå först, vänta på utjämning eller delhärdning, fylla andra nivån och vid behov avsluta med en tredje till målhöjd.
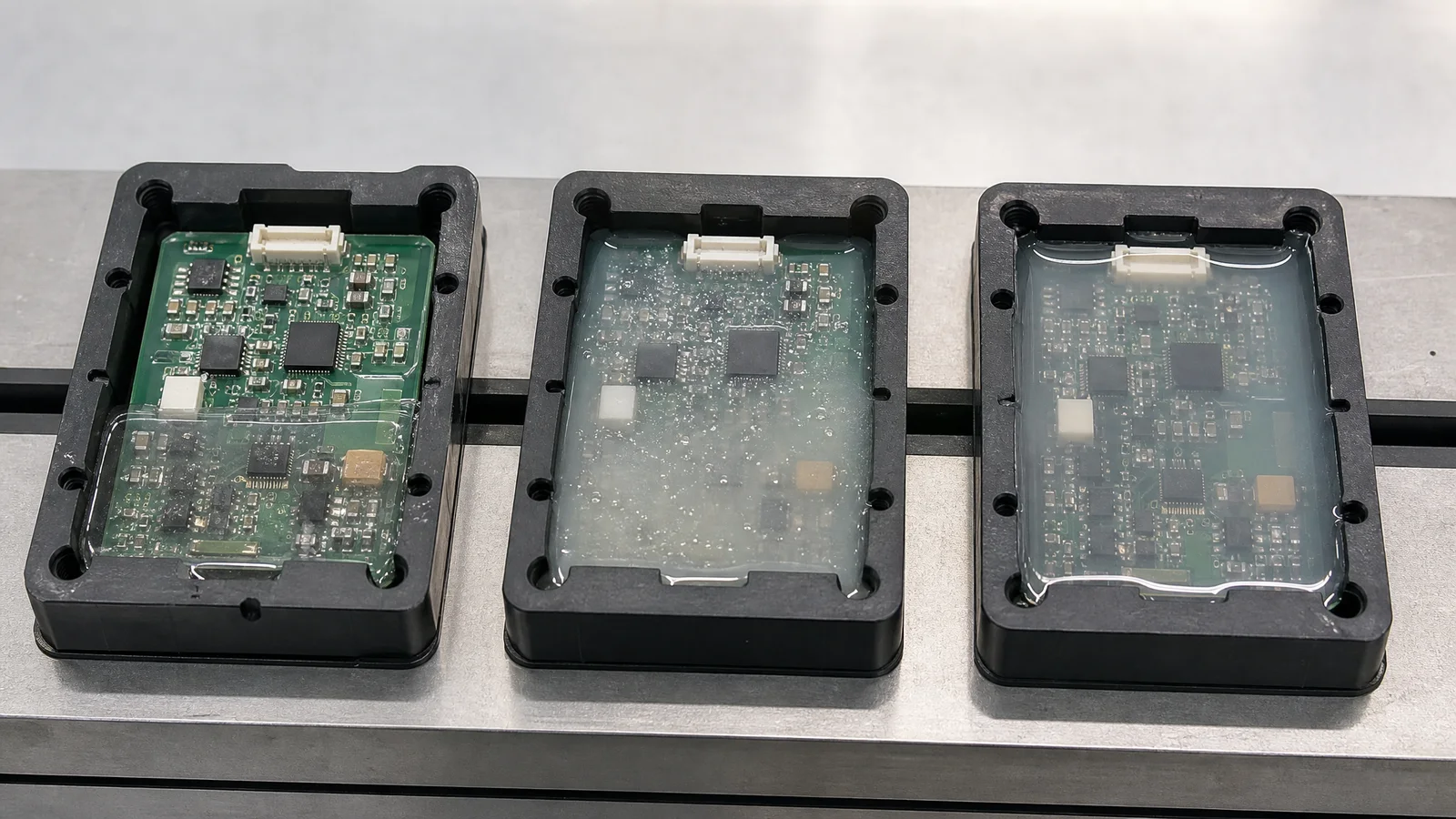
Stegvis potting kan hjälpa bubblor att lämna, men ökar väntan, härdning, kontroller, WIP och total kostnad.
Kvaliteten kan förbättras, men varje steg lägger till operatörstid, maskintid, väntan, inspektion, fixturbeläggning och WIP-kontroll.
7. Vad kunden bör bekräfta
För offert och planering bör följande bekräftas:
- miljö: fukt, damm, vibration, kemikalier och temperatur
- specificerat harts eller godkända alternativ
- färg, transparens, hårdhet, flexibilitet, värmeledning eller flamskydd
- fyllområde, fyllhöjd och keepout-zoner
- maskering av kontakter, knappar, LED, sensorer, testpunkter, etiketter och skruvhål
- accepterad bubbelnivå
- behov av vakuumavgasning eller vakuumpotting
- ensteg eller flerstegsprocess
- elektriskt eller funktionellt test före och efter
- foto- eller provgodkännande före serie
Om projektet omfattar montering, test, förpackning och leverans bör potting diskuteras tillsammans med PCB assembly, quality testing och PCB assembly order process.
8. Hur vi klargör kraven före produktion
Före produktion bekräftar vi harts, maskinkapacitet, rengöring eller materialbyte, maskering, vakuum, provgodkännande, ensteg eller flersteg, foton och tester.
Om potting påverkar kvalitet, kostnad eller leverans tar vi upp det som en teknisk fråga innan produktion startar.
Slutsats
PCBA-potting är både skydd och tillverkningsprocess. Viktiga kostnader syns ofta inte i slutprodukten: hartsbyte, utrustningsrengöring, vakuum, ren miljö, doseringstrimning och stegvis härdning. Skicka kraven via kontakt sidan så hjälper vi till att klargöra processen före tillverkning.
FAQ om PCBA-potting
Varför ökar hartsbyte kostnaden?
Maskin, mixers, ventiler och nålar kan behöva rengöras eller bytas och provdosering krävs.
Behöver alla projekt vakuum?
Nej. Vakuum blir viktigt vid djupa kavieter, visköst harts, tät bestyckning eller stränga bubbelkrav.
Varför tre fyllningar?
Stegvis fyllning låter luft komma ut gradvis men ökar väntan, härdning, inspektion och WIP.