PCBA-valuprosessi: laitteen puhdistus, tyhjiokyky ja monivaiheinen valu
SUNTOP Electronics
PCB-kokoonpanotiimi
PCBA-valu näyttää yksinkertaiselta: levy asetetaan, hartsi annostellaan, annetaan kovettua ja lähetetään. Todellisessa tuotannossa kustannuksiin ja läpimenoaikaan vaikuttavat myös laitteen puhdistus, hartsin vaihto, tyhjiökyky, tuotantoympäristön puhtaus, prosessin säätö ja valukertojen määrä.
Eri tuotteissa voidaan käyttää silikonia, epoksia, polyuretaania tai muita materiaaleja. Jokaisella on oma sekoitussuhde, viskositeetti, kovetus, kaasunpoisto ja puhdistusvaatimus.
1. Valu ei ole sama kuin conformal coating
Potting täyttää tuotteen kotelon, ontelon tai valitun PCBA-alueen hartsilla. Conformal coating on yleensä ohut pintakalvo. Potting käyttää enemmän materiaalia, vaikuttaa enemmän mekaanisiin ja lämpöominaisuuksiin ja on vaikeampi poistaa korjausta varten.
IPC-HDBK-830A auttaa pinnoitteiden valinnassa. NASA-STD-8739.1 on myös hyödyllinen, koska se käsittelee elektroniikan polymeerisovelluksia, mukaan lukien kapselointi.
2. Puhdistus ennen hartsin vaihtoa on merkittävä kustannus
Piilokustannus syntyy, kun laite vaihdetaan yhdestä hartsista toiseen. Liimoja on paljon, ja eri tuotteet voivat vaatia eri materiaaleja.
Ennen vaihtoa sekoittimet, letkut, venttiilit ja neulat voidaan joutua puhdistamaan tai vaihtamaan, hartsireitit huuhtelemaan, puolikovettunut materiaali poistamaan, yhteensopivuus tarkistamaan ja koeannostukset tekemään.

Hartsin vaihtaminen voi vaatia patruunoiden, letkujen, venttiilien, sekoittimien ja neulojen puhdistusta sekä koeannostuksia.
Puhdistus käyttää operaattorin aikaa, koneaikaa, tarvikkeita ja joskus hukkaan menevää hartsia. Pienissä erissä usein vaihtuvat materiaalit nostavat kustannusta selvästi.
3. Laitteen kyky ratkaisee, erityisesti tyhjiö
Valulaitteet eroavat paljon. Osa on yksinkertaisia annostelijoita, osa tukee kaksikomponenttimittausta, dynaamista sekoitusta, lämpötilaa, painetta, tyhjiökaasunpoistoa tai tyhjiövalua.
Tyhjiö on tärkeä, kun kuplia ei voida hyväksyä. Ilma voi jäädä sekoituksessa, annostelussa, komponenttiväleissä, kotelon geometriassa tai hartsin virtauksessa ja aiheuttaa onteloita, heikkoa suojaa, ulkonäköongelmia, eristysriskiä tai lämpöongelmia.
4. Tuotannon puhtaus vaikuttaa laatuun
Hartsi voi sulkea pölyn, kuidut, metallihiukkaset, sormenjäljet, juoksutejäämät, kosteuden ja irtoroskat tuotteen sisään. Siksi puhdistus, kuivaus, hallittu käsittely ja puhdas työalue ovat tärkeitä.
Puhtaus vaikuttaa ulkonäön lisäksi tartuntaan, eristykseen, pitkän aikavälin luotettavuuteen ja kosteussuojaan.
5. Annostelu tarvitsee prosessin säätöä
Vaikka hartsi ja kone on valittu, ensimmäinen tulos ei aina ole ihanteellinen. Nopeus, neulan korkeus, neulan koko, tilavuus, reitti, aloitus- ja lopetuskohta, odotus, jigikulma, täyttökorkeus, maskaus ja kovetus voivat vaatia säätöä.
Liian nopea annostelu voi vangita ilmaa; liian hidas lisää sykliä. Väärä neulan paikka voi roiskia, säikeistyä tai osua komponentteihin.
6. Jotkin tuotteet tarvitsevat kaksi tai kolme valua
Syvä ontelo, viskoosi hartsi, korkeat komponentit tai vaikea kuplien poistuminen voi tehdä yhdestä täysvalusta riskialttiin.
Tällöin ensin valetaan alempi kerros, odotetaan tasaantumista tai osittaista kovetusta, lisätään toinen kerros ja tarvittaessa kolmas tavoitekorkeuteen.
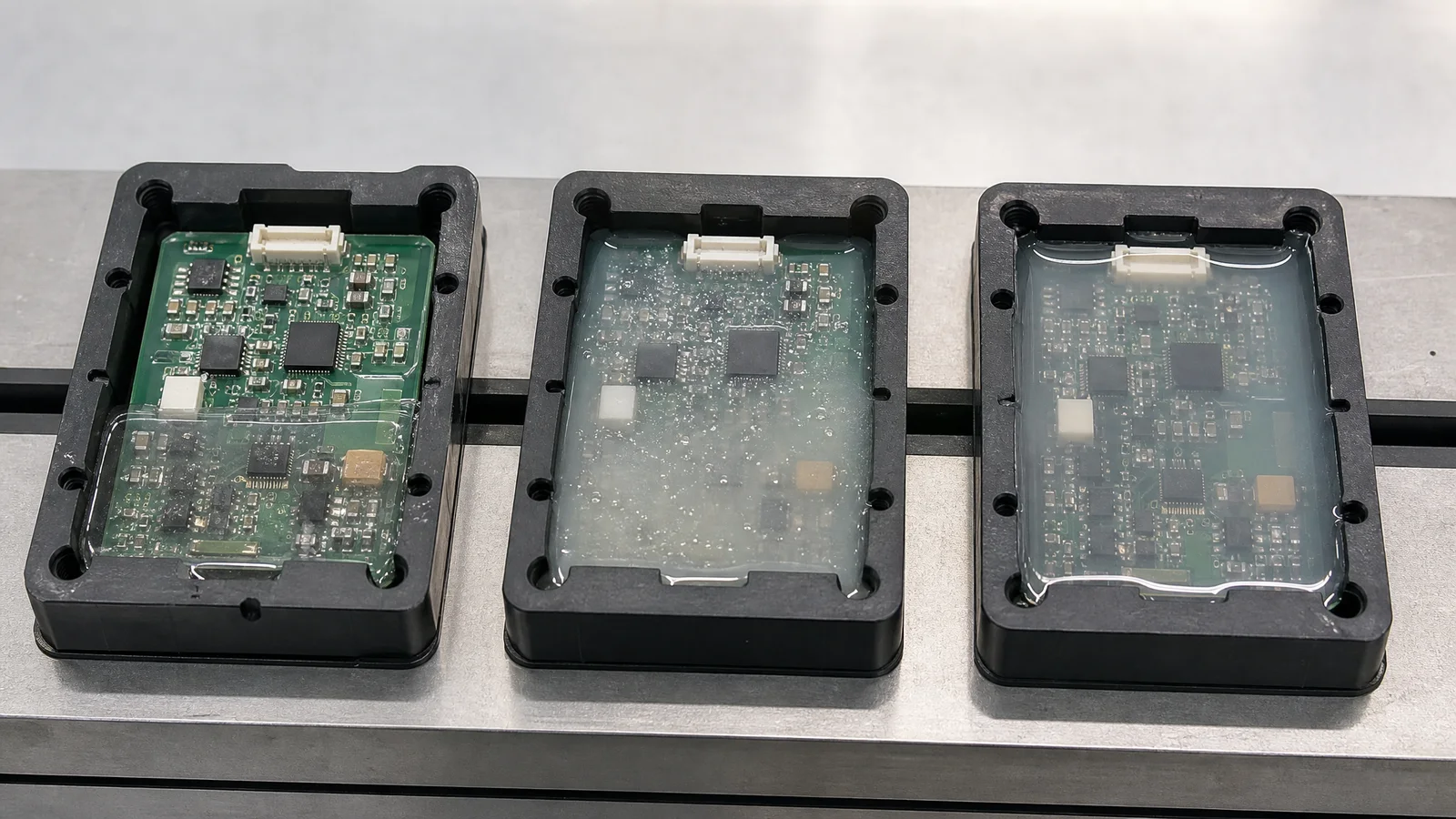
Monivaiheinen valu auttaa kuplia poistumaan, mutta lisää odotusta, kovetusta, tarkastuksia, WIP-tilaa ja kustannusta.
Laatu voi parantua, mutta jokainen vaihe lisää operaattoriaikaa, koneaikaa, odotusta, tarkastusta, jigien varausta ja keskeneräisen työn hallintaa.
7. Mitä asiakkaan tulee vahvistaa
Tarjousta ja suunnittelua varten vahvista:
- käyttöympäristö: kosteus, pöly, tärinä, kemikaalit ja lämpötila
- määritelty hartsi tai hyväksyttävä vaihtoehto
- väri, läpinäkyvyys, kovuus, joustavuus, lämmönjohtavuus tai paloluokka
- täyttöalue, korkeus ja kielletyt alueet
- liittimien, painikkeiden, LEDien, anturien, testipisteiden, tarrojen ja ruuvireikien maskaus
- hyväksyttävä kuplataso
- tarvitaanko tyhjiökaasunpoistoa tai tyhjiövalua
- yksi valu vai monivaiheinen prosessi
- sähkö- tai toimintatesti ennen ja jälkeen
- valokuvan tai näytteen hyväksyntä ennen sarjaa
Jos projektiin kuuluu kokoonpano, testaus, pakkaus ja lähetys, potting tulee käsitellä yhdessä PCB assembly, quality testing ja PCB assembly order process kanssa.
8. Miten selvitämme vaatimukset ennen tuotantoa
Ennen tuotantoa vahvistamme hartsin, koneen kyvyn, puhdistuksen tai materiaalinvaihdon, maskauksen, tyhjiötarpeen, näytehyväksynnän, yksi- tai monivaiheisen prosessin, kuvat ja testit.
Jos potting vaikuttaa laatuun, kustannuksiin tai toimitukseen, käsittelemme sen teknisenä kysymyksenä ennen tuotannon aloitusta.
Yhteenveto
PCBA-valu on suojausprosessi ja valmistusprosessi. Tärkeät kustannukset eivät usein näy lopputuotteessa: hartsin vaihto, laitteen puhdistus, tyhjiö, puhdas ympäristö, annostelun säätö ja vaiheittainen kovetus. Lähetä vaatimukset yhteyssivun kautta, niin selvitämme prosessin ennen valmistusta.
PCBA-valun FAQ
Miksi hartsin vaihto nostaa kustannusta?
Koska kone, sekoittimet, venttiilit ja neulat voivat vaatia puhdistusta tai vaihtoa ja koeannostuksia.
Tarvitseeko jokainen projekti tyhjiön?
Ei. Tyhjiö on tärkeä syvissä onteloissa, viskoosissa hartsissa, tiheissä komponenteissa tai tiukoissa kuplavaatimuksissa.
Miksi tarvitaan kolme valua?
Vaiheistus antaa ilman poistua vähitellen, mutta lisää odotusta, kovetusta, tarkastusta ja WIP-aikaa.